The difference between CW and QCW
CW (Continuous wave)
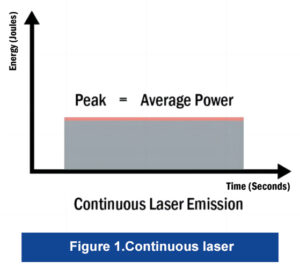
As shown in Figure 1, the laser works in a continuous manner, and the energy of the output beam remains constant and uninterrupted. Usually has lower peak power and higher average power. Widely used in metal cutting, copper-aluminum welding, optical fiber communication, etc.
QCW (Quasi-continuous wave)
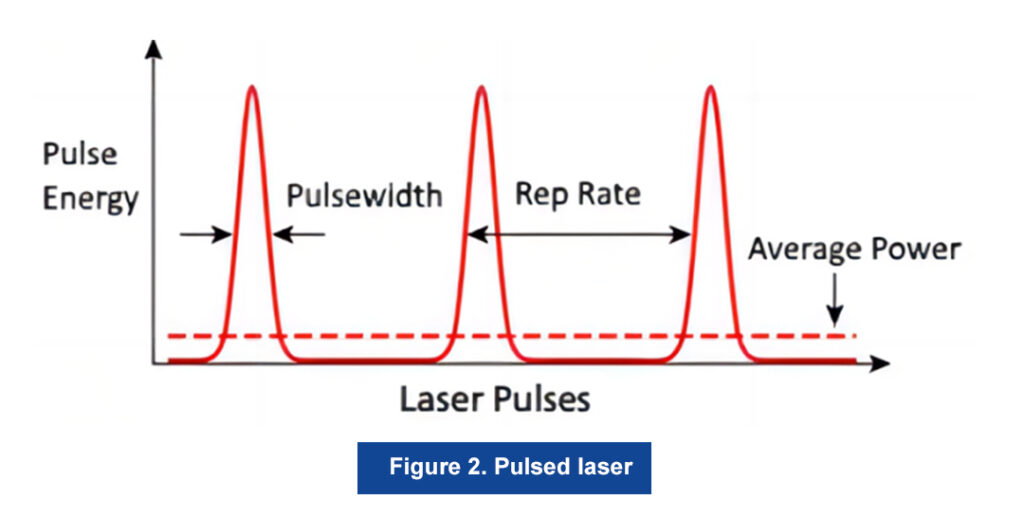
As shown in Figure 2, laser is a process of intermittent light emission, which repeatedly emits pulses at a high frequency, and the duration (width) of each pulse is limited. The width of the pulse can be modulated according to requirements, so as to control the output power and pulse energy of the laser. QCW lasers mainly use a technology similar to Q-switching. Q-switching is an effective method to obtain high-energy short pulses. It is a technology that compresses the general output continuous laser into extremely narrow pulses and emits them, thereby increasing the peak power of the light source by several orders of magnitude. It is suitable for application scenarios that require high time resolution, such as radar systems and medical equipment.
For example: CW laser is to release the air nozzle of the round balloon directly, and deflate slowly and continuously; while quasi-continuous wave laser is to pressurize the balloon and then burst it, and deflate it instantly.
CW laser welding VS QCW laser welding
|
|
CW laser |
QCW laser |
|
Appearance |
Smooth and continuous curve |
Similar to pulse spot welding, with fish scales |
|
Laser output |
Continuous input |
Pulse intermittent input |
|
Table 1. CW laser welding VS QCW Laser welding |
||
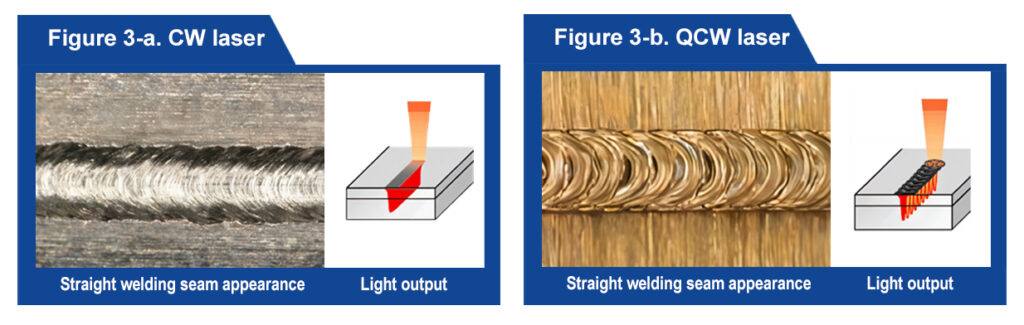
Combined with Figure 3 and Table 1, the continuous laser is continuously input, while the pulsed laser is spliced by single-point lasers like laser drilling, so the continuous welding is stronger than QCW laser welding in terms of weld connection strength.
The advantages of CW and QCW laser welding
Continuous Wave (CW) laser welding and Quasi-Continuous Wave (QCW) laser welding each have their own advantages depending on the specific application and material being welded.
Advantages of CW Laser Welding:
Steady Energy Delivery: CW lasers provide a continuous and steady energy output, which can result in a smooth and consistent weld pool. This is particularly advantageous for applications that require precise control over the welding process.
Deep Penetration: Due to the continuous energy delivery, CW lasers can achieve deep weld penetration in thicker materials. This makes them suitable for applications where strong weld joints are needed in materials with significant thickness.
High-Speed Welding: CW lasers can be used for high-speed welding processes since there is no interruption in energy delivery. This can be beneficial for applications that require rapid production.
Ease of Automation: The continuous nature of CW laser welding makes it relatively easy to integrate into automated welding systems, as there is no need to synchronize on-off periods.
Reduced Risk of Porosity: CW welding can have a reduced risk of porosity compared to QCW welding. The continuous energy flow can help avoid the formation of pores that might occur during the start-stop cycles of QCW welding.
Suitable for Thick and Heat-Conductive Materials: CW lasers are often preferred for materials that have high thermal conductivity, as the continuous energy input helps maintain the weld pool stability in such materials.
Welding Process Control: The steady energy delivery of CW lasers allows for precise control over the welding process, making them suitable for applications requiring high-quality and consistent welds.
Advantages of QCW Laser Welding:
It’s important to note that while the following points discuss the advantages of QCW welding, they are not necessarily disadvantages of CW welding. The advantages of QCW welding arise from its unique characteristics in comparison to CW welding.
Reduced Heat-Affected Zone (HAZ): The pulsing nature of QCW lasers results in shorter periods of heat input and cooling cycles. This leads to a smaller heat-affected zone and reduced chances of thermal distortion or cracking in the welded material.
Less Distortion: QCW welding can minimize distortion and warping in the welded parts, making it particularly useful for applications where maintaining the dimensional stability of the components is crucial.
Heat-Sensitive Materials: QCW lasers are well-suited for materials that are sensitive to heat input. The pulsed energy delivery allows for better control over the temperature rise, reducing the risk of material damage.
Higher Peak Powers: QCW lasers can provide higher peak powers than continuous lasers without causing excessive thermal buildup. This can be advantageous for achieving deep weld penetration without the same level of heat accumulation.
Energy Efficiency: Since QCW lasers operate in a pulsed manner, the average power consumption might be lower compared to continuous lasers with similar peak power levels.
Ultimately, the choice between CW and QCW laser welding depends on factors such as the specific material being welded, the desired weld quality, the heat sensitivity of the material, and the available equipment. Both modes of welding have their own strengths, and the selection should be based on a thorough understanding of the welding requirements and the characteristics of the materials involved.