The Influence of Pulse Frequency (Q-Frequency)
Through testing, mid-range frequencies of 200–800 kHz achieved the darkest and most uniform black marks without damaging the surface. This demonstrates the importance of balancing pulse energy and repetition rate for optimal results.
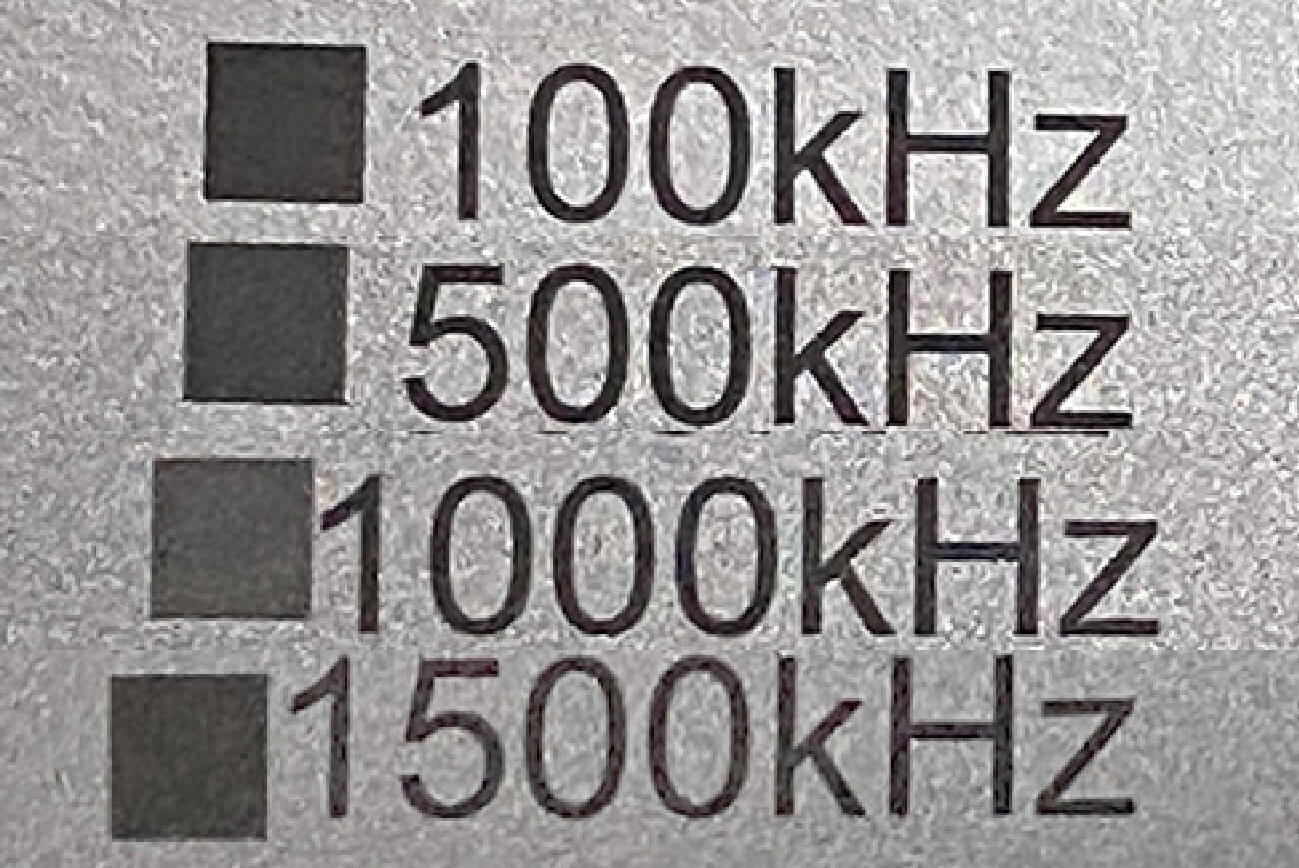
Figure 1: Comparison of Q-Frequency results
The Influence of Pulse Width
Pulse width (ns) is the duration of each laser pulse. Wide pulses (100–200 ns) release energy over a longer period, often damaging the anodized layer and causing whitish or irregular marks. Narrow pulses (2–4 ns) concentrate energy into brief bursts, producing fine, deep black marks with minimal surface disruption.
Narrow pulse widths are essential for high-quality black marking, ensuring both visual contrast and preservation of the anodized aluminum surface.
The Influence of Marking Speed
Marking speed affects how much energy the laser deposits per unit area. Slower speeds (1000–3000 mm/s) allow more dwell time, resulting in dense, deep, and uniform black marks. Medium speeds (4000–5000 mm/s) still yield dark marks with slightly reduced depth. High speeds (6000–8000 mm/s) produce grayish, uneven markings due to insufficient energy per spot.
Thus, careful speed selection is crucial to achieving consistent black marks across the entire surface.
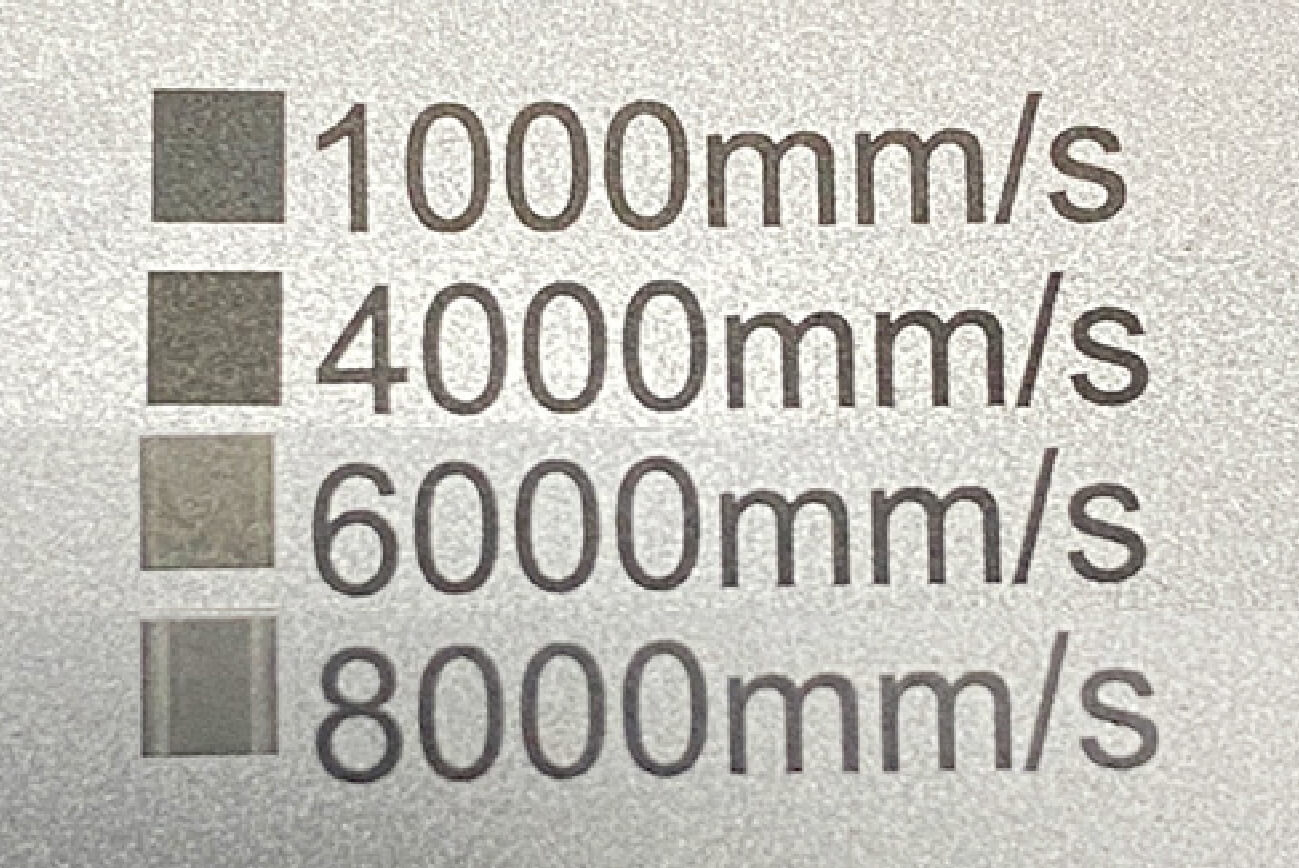
Figure 2: Comparison of Marking Speed results
The Influence of Fill Density
Fill density defines the spacing between laser scan lines. Sparse fill (0.001 mm) leaves gaps, causing lighter, inconsistent marks. Denser fills (0.01–0.02 mm) create darker, more uniform black markings.
Optimal fill density balances marking time and quality. For most applications, a density range of 0.001–0.005 mm provides deep black results without significantly increasing processing time.
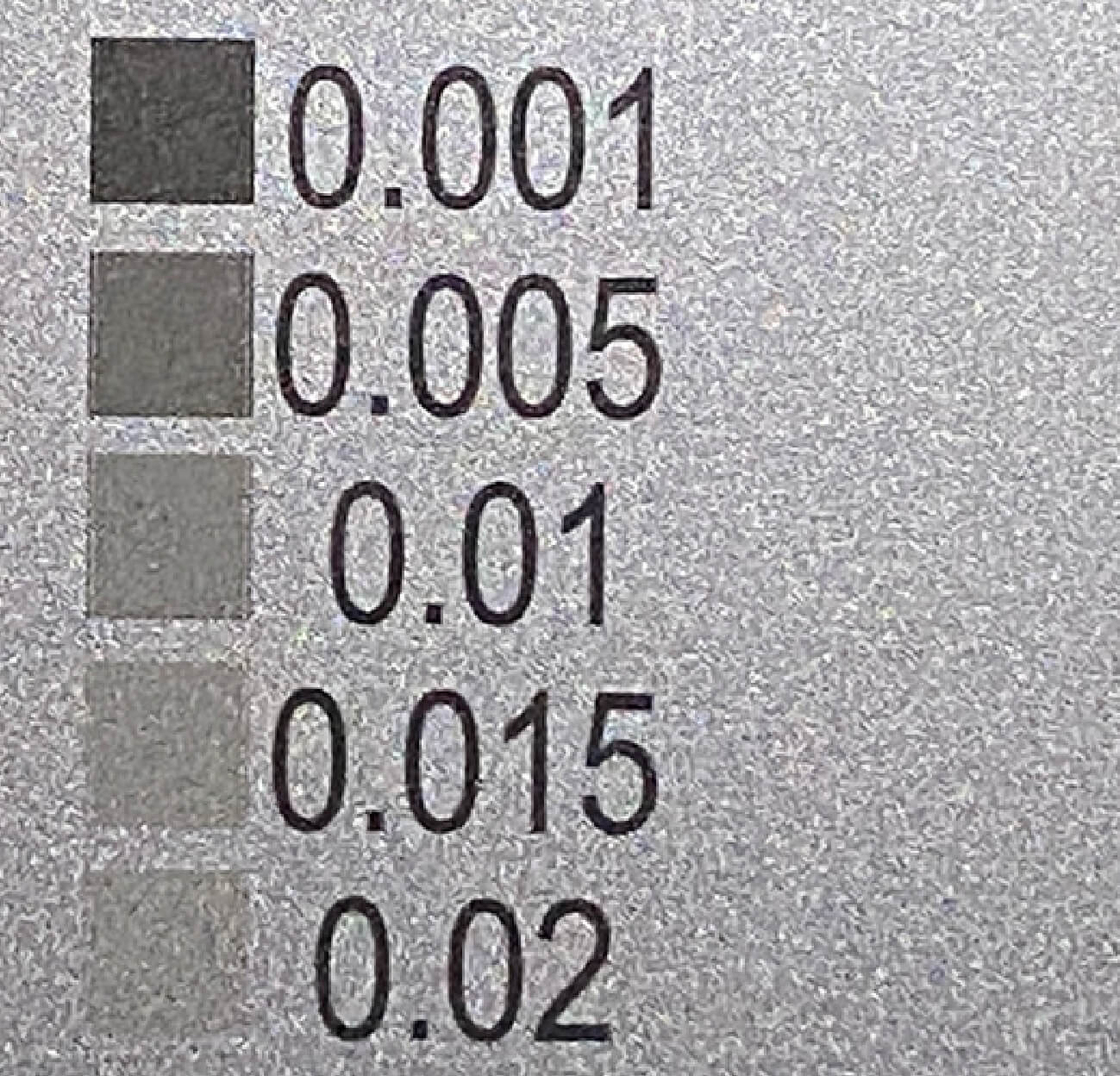
Figure 3: Comparison of Fill Density results
Recommended Parameter Ranges
Based on experimental observations, the following parameters are recommended for laser marking anodized aluminum to achieve optimal black marks:
Table 1 Parameter summary table for black marking on anodized aluminum
| Parameter | Recommended Range | Notes |
| Q-Frequency | 40–60 kHz | Mid-range gives uniform black |
| Pulse Width | 2–4 ns | Narrow pulses for deep, clean marks |
| Marking Speed | 1000–5000 mm/s | Slower speeds ensure uniform black |
| Fill Density | 0.001–0.005 mm | Dense enough for consistent darkness |
| Laser Type | 60W MOPA Fiber | Stable power and wavelength control |
| Lens | f160 / f245 | High precision focusing |
Conclusion
Through systematic experimentation, we have demonstrated how Q-frequency, pulse width, marking speed, and fill density influence black laser marking on anodized aluminum. By carefully selecting mid-range frequencies, narrow pulse widths, slower to medium speeds, and optimal fill density, manufacturers can achieve high-contrast, uniform, and durable marks suitable for industrial and consumer applications.
Using these optimized parameters ensures repeatable quality, minimal surface damage, and efficiency in production.